High-Speed Steel
M2 Tool Steel
DIN 3343 · AISI M2 · AFNOR Z85WDCV06-05-04-02
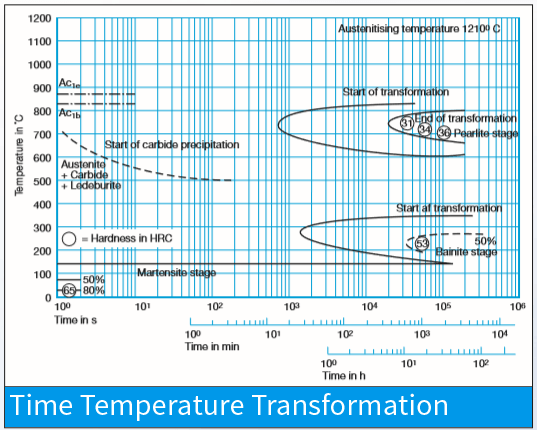
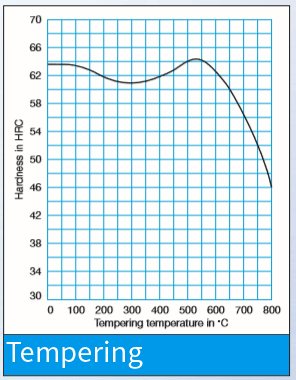
M2 is a widely used high-speed steel grade, valued for its balanced alloy composition that provides superior toughness and excellent cutting-edge retention. As a general-purpose molybdenum-type high-speed steel, M2 offers an optimal blend of wear resistance, red hardness, and toughness.
FlatsSquaresRounds

M2 Tool Steel — India to US